ДИН 1.2363(X100CrMoV5) Холоднодеформированная инструментальная сталь
Непревзойденная стойкость к истиранию
Высокое содержание хрома (4,80-5,50%) и молибдена в стали ДИН 1.2363 образует плотные карбиды хрома, обеспечивая на 30% большую износостойкость, чем стандартная сталь D2. Это делает ее идеальной для штампов и ножниц, подвергающихся сильным абразивным нагрузкам.
Прецизионная обрабатываемость и стабильность
В отожженном состоянии (≤255 НВ) ДИН 1.2363 демонстрирует отличную обрабатываемость и шлифуемость. Его низкая деформация при термической обработке обеспечивает жесткие допуски для сложных инструментов, таких как резьбонакатные плашки и вставки для литьевых форм.
Универсальная промышленная адаптивность
От автомобильных штамповочных инструментов до полостей пластиковых форм, ДИН 1.2363 адаптируется к различным применениям. Его сбалансированная прочность и износостойкость продлевают срок службы инструмента на 20%, сокращая время простоя и производственные затраты.
- HONGXIN
- Китай
- 30ДНЕЙ
- 8000ТОНН/МЕСЯЦ
- Информация
Полное руководство по инструментальной стали ДИН 1.2363 (X100CrMoV5)

1. ОТ 1.2363 Введение в инструментальную сталь
ДИН 1.2363 (X100CrMoV5) — это высокоуглеродистая, высокохромистая холоднодеформируемая инструментальная сталь, известная своей исключительной износостойкостью, размерной стабильностью и глубокой прокаливаемостью. Благодаря составу 0,95–1,10 % углерода, 4,80–5,50 % хрома и 0,90–1,40 % молибдена она достигает твердости 60–62 ЧРК после термообработки. Ее равномерное распределение карбидов минимизирует износ инструмента в абразивных средах, что делает ее идеальной для прецизионных режущих инструментов, штампов холодной штамповки и промышленных компонентов с высокой нагрузкой. Широко используемая в автомобильной, металлообрабатывающей и пластмассовой промышленности, сталь ДИН 1.2363 сочетает в себе долговечность и экономическую эффективность для сложных применений.
| Термическая обработка | Нормализованный ; Отожженный ; Закаленный ; Отпущенный | ||
| Состояние поверхности | Черный; Очищенный; Полированный; Обработанный; Шлифованный; Точеный; Фрезерованный | ||
| Состояние доставки | Кованый; Горячекатаный; Холоднотянутый | ||
| Тест | Прочность на растяжение, предел текучести, удлинение, площадь сужения, ударная вязкость, твердость, размер зерна, ультразвуковой контроль, ультразвуковой контроль, магнитопорошковый контроль и т. д. | ||
| Условия оплаты | T/T;L/C;/Деньги Грамм/Пейпал | ||
| Торговые условия | ФОБ; СИФ; C&F; и т.д. | ||
| Упаковка | Стандартные пакеты или по запросу клиента | ||
| Срок поставки | 30-45 дней | ||
| Приложение | АИСИ A2 подходит для таких применений, как вырубные штампы, кольцевые и блок-калибры, чеканка, холодная штамповка, холодная обрезка и формовка штампов, холодные ножницы, валки, накатные инструменты и накатной инструмент, детали машин, оправки, пуансоны и пуансонные пластины, развертки, ножницы и лезвия для продольной резки, штамповочные штампы и ленты для нарезания резьбы. | ||
2. Диапазон поставок инструментальной стали ДИН 1.2363
| Размер | Круглый | Диаметр 12-500мм | |
| Плита/Плоская/Блок | Толщина 12мм-500мм | ||
| Ширина 210мм-710мм | |||
| Процесс | ДСП+ЛП+ВД+Ковка+Термообработка (опционально) | ||
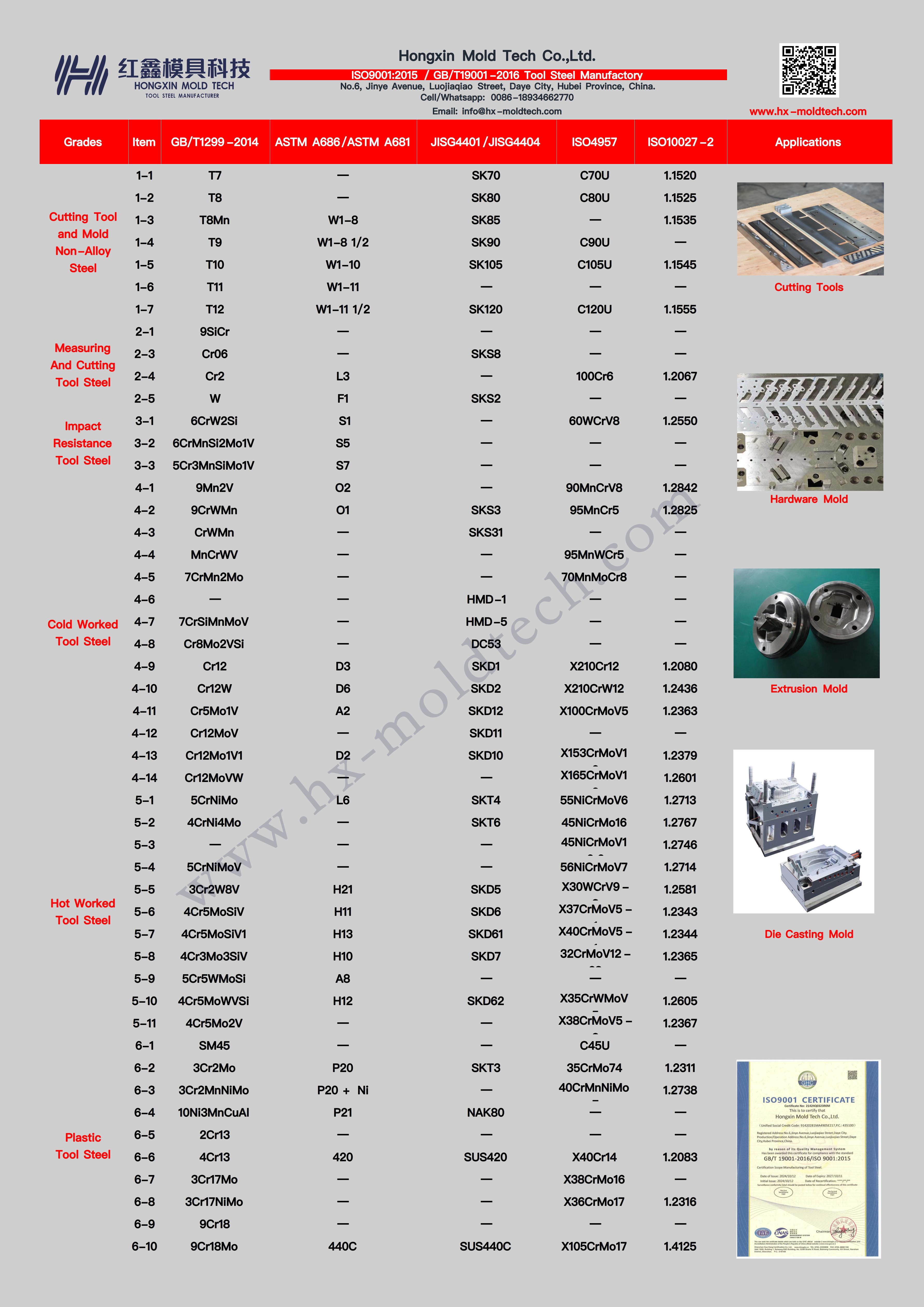
3. Химический состав инструментальной стали ДИН 1.2363Глобальные эквиваленты
| Страна | Китай | Япония | Германия | олень | Великобритания |
| Стандарт | ГБ/Т 1299 | JIS G4404 | ДИН RU ISO4957 | Американское общество по испытанию материалов (ASTM) А681 | БС 4659 |
| Оценка | Cr5Mo1V | СКД12 | 1.2363/X100CrMoV5 | А2/Т30102 | БА2 |
| Оценка | С | Мн | П | С | И | Кр | В | Для | ||||||
| А2/Т30102 | 0,95 | 1.05 | 0,40 | 1.00 | 0,03 | 0,03 | 0.10 | 0,50 | 4.75 | 5.50 | 0,15 | 0,50 | 0,90 | 1.40 |
| 1.2363/ X100CrMoV5 | 0,95 | 1.05 | 0,40 | 0,80 | 0,03 | 0,03 | 0.10 | 0,40 | 4.80 | 5.50 | 0,15 | 0,35 | 0,90 | 1.20 |
| СКД12 | 0,95 | 1.05 | 0,40 | 0,80 | 0,03 | 0,03 | 0.10 | 0,40 | 4.80 | 5.50 | 0,15 | 0,35 | 0,90 | 1.20 |
| БА2 | 0,95 | 1.05 | 0.30 | 0,70 | 0,035 | 0,035 | . . . | 0,40 | 4.75 | 5.25 | 0,15 | 0,40 | 0,90 | 1.10 |
4. Физические и механические свойства инструментальной стали ДИН 1.2363
Физические свойства
| Свойство | Метрические единицы |
|---|---|
| Плотность | 7,80 г/см³ |
| Тепловое расширение (20-200°C) | 11,5×10⁻⁶/°С |
| Теплопроводность | 28,0 Вт/(м·К) |
Механические свойства
| Свойство | Метрические единицы |
|---|---|
| Твердость (закаленная и отпущенная) | 60-62 ЧРК |
| Предел прочности | 1800-2100 МПа |
| Ударная вязкость (Шарпи) | 10-15 Дж |
5. Термообработка инструментальной стали по стандарту ДИН 1.2363
Снятие стресса
После интенсивной шлифовки или машинной обработки рекомендуется снять напряжение с инструментальной стали А2, чтобы снизить опасность растрескивания или деформации при последующей термообработке. Медленно нагреть до 670-700°C, выдержать не менее двух часов на каждые 25 мм сечения, затем охладить в печи.
Отжиг
Чтобы предотвратить обезуглероживание, используйте печь с контролируемой атмосферой или упакуйте в герметичный контейнер с использованием инертного материала. Чтобы отжечь инструментальную сталь A2 для наименьшей твердости, медленно нагрейте до 899°C (1650°F) и выдерживайте при этой температуре около двух часов на дюйм наибольшего поперечного сечения. Охладите сталь A2 со скоростью 20°F (10°C) в час до 650°C (1200°F) и повторно нагрейте до 732°C (1350°F); выдержите 3 часа на дюйм наибольшего поперечного сечения; охладите в печи со скоростью 20 градусов в час до 593°C (1100°F); затем охладите в печи до 482°C (900°F) и охладите на воздухе.
Закалка
Температура предварительного нагрева: 1200–1380°F (650–750°C). Температура аустенизации: 1700–1780°F (925–970°C), но обычно 1720–1760°F (940–960°C).
Закалка
Температуру отпуска выбирайте в соответствии с требуемой твердостью, руководствуясь графиком отпуска.
Равномерно и тщательно нагрейте до нужной температуры и выдерживайте 25 минут на см толщины. Инструментальная сталь A2 может быть подвергнута двойному отпуску, после промежуточного охлаждения до комнатной температуры. Отпуск при 200°C для баланса твердости и прочности или при 350°C, когда прочность важнее твердости. Следует использовать минимальное время выдержки 2 часа на дюйм наибольшего поперечного сечения.
Закалка
Закалка в ванне или псевдоожиженном слое при температуре 360-430°F (180-220°C) или 840-1020°F (450-550°C), затем охлаждение на воздухе
Циркуляция воздуха или атмосферы
Вакуумная печь с избыточным давлением газа при охлаждении
Масло (только для небольших и несложных инструментов)
6. Применение инструментальной стали ДИН 1.2363
ДИН 1.2363 отлично подходит для высокоизносных и прецизионных применений:
Инструменты для холодной обработки: Вырубные штампы, формовочные штампы и режущие лезвия.
Режущие инструменты: Прецизионные пуансоны, ножницы и резьбонакатные плашки.
Промышленные компоненты: Износостойкие пластины, направляющие и высоконагруженные приспособления.
Пластиковые формы: Пластины высокой твердости, требующие стойкости к истиранию.
Почему стоит выбрать ДИН 1.2363?
Превосходная размерная стабильность и сохранение кромок при циклических нагрузках.
Срок службы на 20% больше по сравнению с обычной сталью D2.
Основные преимущества стали ДИН 1.2363
Исключительная износостойкость: Высокохромистые карбиды обеспечивают отличную стойкость к истиранию и адгезионному износу.
Глубокая прокаливаемость: Равномерная твердость в больших поперечных сечениях благодаря оптимизированной конструкции сплава.
Эффективность затрат: Сочетание производительности и доступности для среднего и крупного производства.
7. Условия поставки
Для горячекованых или горячекатаных прутков состояние поставки обычно следующее: горячекованые или горячекатаные, отожженные, черновые.
Для горячекованых листов состояние поставки обычно представляет собой горячекованую, отожженную, фрезерованную поверхность.
Для горячекатаных листов состояние поставки обычно следующее: горячекатаная, отожженная, с черной поверхностью.


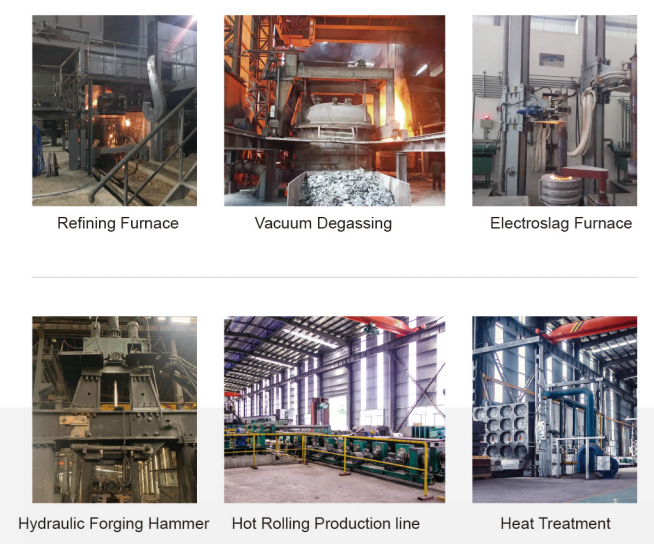
Компания Хонгсинь Форма Технологический Ко., ООО. владеет 1 комплектом производственной линии горячей прокатки с диапазоном размеров: плоский прокат 8-80*210-710 мм, круглый прокат диаметром 16-50 мм.
12 комплектов гидравлических ковочных молотов от PВес от 560 кг до 6000 кг, что позволяет покрывать плоскости размером 40-300*210-710 мм.
8 комплектов ЭФ+ЛФ+ВД
5 наборов СОЭ
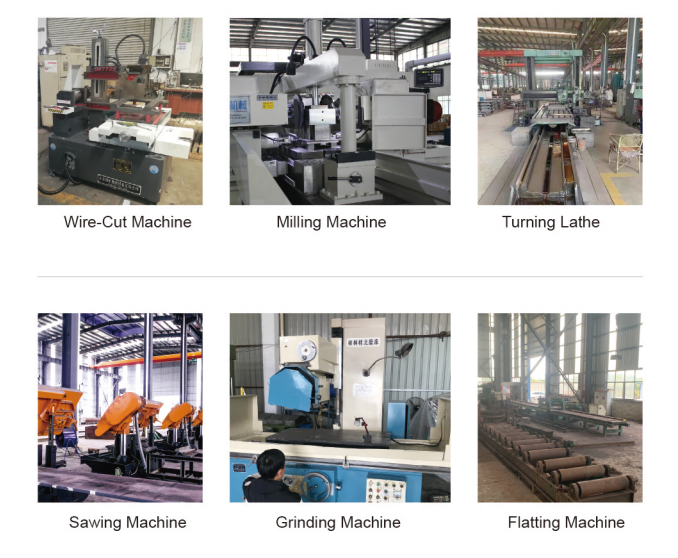
9 комплектов фрезерных станков
10 комплектов токарных станков
6 наборы Прецизионные фрезерные станки.

СЕРТИФИКАЦИЯ: ГБ/T19001-2016/ISO9001:2015

Список продуктов



В1: Вы торговая компания или производитель?
Мы крупнейший завод инструментальной стали в Дае и Хуанши. Мы можем предоставить широкий ассортимент стальной продукции.
В2: Что такое экспортная упаковка круглых прутков из легированной стали?
Обычно упаковываем прутки большого и малого диаметра оптом или по требованию заказчика.
Q3.Каков ваш минимальный объем заказа?
Мы принимаем небольшие заказы, если товар есть на складе, то принимаются любые количества.
Q4.Каковы сроки выполнения заказа?
Зависит от фактического заказа (около 20-35 дней) или переговоров.
В5.Можете ли вы предоставить образец?
Да, можем. Плата за образец в соответствии с вашим размером.
В6:Какие сертификаты у вас есть?
Сертификаты ИСО, АБС, БВ, УХС, Днв, Лр, Гл, Мельница
В7: Как я могу получить ваше предложение как можно скорее?
Электронная почта и факс будут проверены в течение 24 часов, в то время как скайп, Wechat и WhatsApp будет доступен в течение 24 часов. Пожалуйста, отправьте нам ваши требования, и мы в ближайшее время предложим вам лучшую цену.